compare · South Africa
Servo vs VFD with encoder: positioning vs cost
Servo vs VFD-with-encoder compared for SA panels — positioning accuracy, cost delta, current-loop bandwidth, and per-sector picks by machine category.
06 / visual field notes
Visual guide
6 original technical diagrams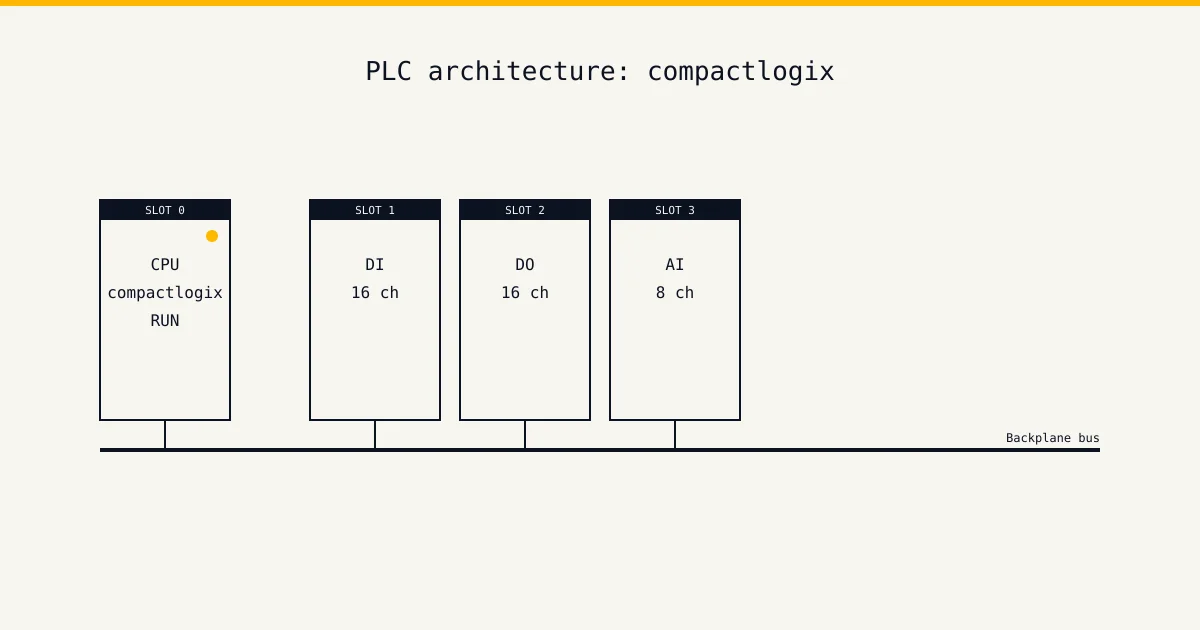
A young engineer hands you a spec that says "position the head to 0.1 mm at 60 cycles a minute" and asks if a VFD with an encoder will do the job, or whether the budget has to stretch to a servo system. The answer is almost always determined before the spec lands on your desk — by the bandwidth you need at the current loop, by the accuracy the mechanism is mechanically capable of, and by the cost ceiling the project owner has set. This page is for the panel builder who has wired both kinds of drive a few times and now has to make the call on a new machine without overspecifying or underspecifying. We compare them on the things that actually decide it: positioning accuracy, current-loop bandwidth, cost delta, and the application categories where each is the right answer.
Try the simulator →TL;DR
- A servo system gives positioning accuracy of around ±0.05 mm and a current-loop bandwidth of 1-2 kHz. A VFD with an encoder gives positioning accuracy of around ±5 mm and current-loop bandwidth of 100-500 Hz on the better drives. The order-of-magnitude gap is real.
- Cost delta is 4-5x for equivalent kW. A 5 kW servo motor plus drive plus motion card lands in a different price bracket than a 5 kW induction motor with a closed-loop VFD and an incremental encoder.
- Servos win on flying shears, cut-to-length stations, gantries, robotic axes, indexing tables, web tension, and anywhere you need to follow a position profile in real time. VFDs with encoders win on conveyors with positioning stops, hoists, basic cranes, and any single-axis motion where the mechanical accuracy is loose to begin with.
- The deciding question is rarely "which is more accurate" and almost always "what bandwidth does the application demand". Bandwidth determines accuracy under dynamic load, not the encoder resolution.
- In SA, automotive components and packaging machinery push the servo column. F&B and most conveying push the VFD column. Mining hoists are a category of their own — usually large servo or DC drive systems with mechanical brakes engineered for the duty.
Side-by-side
| Criterion | Servo | VFD with encoder |
|---|---|---|
| Typical platform | Rockwell Kinetix 5300/5500/5700 + ControlLogix motion task; Siemens SINAMICS S210 + S7-1500T | Rockwell PowerFlex 525/527/755 with feedback option; Siemens SINAMICS G120 + TM Encoder |
| Static positioning accuracy | ±0.01-0.05 mm typical at the motor shaft | ±2-5 mm typical, depending on encoder and mechanics |
| Current-loop bandwidth | 1000-2000 Hz typical | 100-500 Hz typical (closed-loop vector mode) |
| Velocity-loop bandwidth | 200-400 Hz | 30-80 Hz |
| Position-loop update | 250 us - 1 ms on motion-axis card | 1-10 ms via PROFINET / EtherNet/IP scan |
| Torque control | Native, deterministic, full quadrant | Available on better drives, less deterministic |
| Inertia mismatch tolerance | Tunes well up to ~10:1 load:motor inertia | Tolerant up to ~50:1 with detuning |
| Hardware cost (per kW) | ZAR 25k-50k+ for a 5 kW servo + drive + motion card | ZAR 8k-15k for a 5 kW induction motor + closed-loop VFD + encoder |
| Where it wins (SA) | Automotive components, packaging machinery, web converting, indexing | F&B conveyors, simple positioning, basic hoists, fans and pumps |
| Reference | Rockwell Motion Control, Siemens Drive Support | Same vendors |
| Wiki overview | Servomechanism on Wikipedia | VFD on Wikipedia |
Where each one wins
Servo
A servo wins anywhere the application demands real-time tracking of a position profile, where the load inertia is comparable to the motor inertia, or where the mechanical accuracy of the system is tighter than a millimetre. The defining characteristic is bandwidth. A servo current loop running at 1-2 kHz can correct a torque disturbance — a tool engaging a workpiece, a film tearing, a slip on a roll — in under a millisecond. A VFD running its current loop at 200 Hz takes five milliseconds to respond, and at 60 cycles a minute on a flying shear that is the difference between a clean cut and a torn web.
The classic servo applications in SA are flying shears (a moving knife that has to track web speed and execute a cut at a target length), cut-to-length stations on tube mills and packaging lines, robot axes (every six-axis robot is a servo system per axis, full stop), indexing tables on assembly cells, gantry systems on automotive body-in-white welding stations, web-tension control on printing and laminating, and pick-and-place heads on packaging machinery and surface-mount assembly. None of these tolerate the slop and lag of a closed-loop VFD.
The cost is the cost. A Kinetix 5500 servo drive plus a 1.5 kW MP-Series motor plus a motion-axis card on a CompactLogix 5380 lands in a different bracket than a PowerFlex 525 plus an induction motor plus an encoder. That is not a dirty secret — it is the price of the bandwidth and the current control. Trying to specify a servo on a project that does not need one is a way to lose the bid; trying to specify a VFD on a project that does need a servo is a way to lose the customer.
The other thing servos do properly is the deterministic motion task. On a Rockwell ControlLogix system the motion task runs at a defined coarse update period (typically 1 ms) with the position and velocity loops running on the drive at sub-millisecond rates, and the trajectory generator handing setpoints down to the drive in lock-step. On a Siemens S7-1500T the technology objects (PositioningAxis, SynchronousAxis, FollowingAxis) provide the same kind of deterministic execution against SINAMICS S210 drives over PROFIdrive on PROFINET IRT. The application engineer writes against typed motion blocks (MC_MoveAbsolute, MC_GearIn, MC_CamIn) and the determinism is the platform's job.
VFD with encoder
A VFD with an encoder wins anywhere the application is fundamentally about getting a load to a position with loose accuracy and modest dynamic demands. Conveyors with positioning stops, indexing of barrels or pallets to a load station, basic cranes and hoists where the mechanical accuracy of the gearbox and brake dominates, fans and pumps that occasionally need to hit a flow setpoint — all of these are VFD-with-encoder territory. The accuracy is in the millimetres rather than the tens of microns, the cost is a quarter of a servo solution, and the application code is simpler.
The closed-loop vector mode on a modern VFD — Rockwell PowerFlex 755 with a 22-D-EN encoder card, Siemens SINAMICS G120 with a TM Encoder module — gives you proper torque control at low speed and zero speed, and a velocity loop bandwidth that is tight enough for most conveying duties. It does not give you the position-loop performance of a servo, and it does not pretend to. What it gives you is enough motor control to start a loaded conveyor under tension, to hold a hoisted load against gravity at zero speed, and to land at a target position within a millimetre or three. For the bulk of plant motion that is plenty.
What VFDs with encoders do badly: dynamic positioning under variable load. The bandwidth gap shows up the moment you ask the system to follow a profile through a torque disturbance. The position lag spikes, the recovery time is in the tens of milliseconds, and on a high-cycle-rate machine the cumulative error stacks up across cycles. If your application has any of these characteristics — high cycle rate, variable load, dynamic torque — the VFD-with-encoder solution will be unsatisfying and the upgrade conversation is coming whether you like it or not.
The other limitation is on the motion-language side. PowerFlex VFDs talk PowerFlex protocols and CIP Motion is a different conversation. SINAMICS G120 with a TM Encoder talks PROFIdrive but is not a positioning axis from the technology object's point of view — you write the position loop yourself in the PLC, with all the tuning that implies. The "buy a servo" decision often becomes the right one once you count the application engineering hours saved on the motion side.
What this means in SA
The Tshwane Automotive SEZ and the Hammarsdale automotive components cluster are servo territory. Body-in-white welding cells, paint shop conveyors with positioning to robot stations, assembly indexing tables, press-shop transfer systems — all of it servo, because the parent OEMs in Detroit and Stuttgart specified servos decades ago and the local supplier base has standardised on the same. Rockwell Kinetix on the Allen-Bradley sites, Siemens SINAMICS S210 on the German OEM sites, with a long tail of Yaskawa and Mitsubishi servos on Japanese-spec lines.
SA F&B is mostly VFD-with-encoder territory. Beverage filling lines, dairy and juice plants, canning lines, milling and bakery production — the conveying is dominated by induction motors with closed-loop VFDs, and the positioning needs are loose enough that the encoder-on-VFD solution is correct on cost and capability. The exceptions are servo-driven case packers, palletisers, and labelling heads, where the cycle rate pushes into servo territory.
Mining hoists are a category of their own. The shaft hoists on deep-level operations — gold, platinum, base metals — run on engineered drive systems that are usually large servo systems on the modern installations and DC drives with closed-loop position control on the older sites. The accuracy demands are on the position of the cage at the shaft levels, the dynamic demands are dominated by the rope dynamics and the load swing, and the safety overlay is SIL 2 or SIL 3 on the position monitoring, the over-speed protection, and the slack-rope detection. The drive is typically supplied by an OEM specialising in hoists rather than spec'd from a generic catalogue.
Mining beneficiation is a mix. Conveyors are VFD-with-encoder where positioning matters at all (bin-feed conveyors landing at a target position, sample stations) and open-loop VFD where it does not (long overland conveyors). Mills and crushers are open-loop VFD or DC. Filtration and thickener drives are open-loop VFD. Servos show up on packing and bagging lines at the back end of the plant.
Packaging machinery built locally splits by category. Local OEMs of case packers and palletisers tend to pick servos on the high-speed lines and VFDs on the slow lines, with the crossover typically around 30 cycles a minute. Local OEMs of bottle-filling and capping equipment go servo on the cappers and VFD on the conveying.
Common mistakes when picking
- Picking the encoder resolution before checking the bandwidth. Encoder resolution determines the granularity of the position measurement. Bandwidth determines how fast the loop closes around it. A 24-bit encoder on a 200 Hz current loop gives you a 24-bit measurement of where the shaft was twenty milliseconds ago. That is not accuracy under dynamic load.
- Believing the catalogue accuracy figure. The accuracy figure on a servo datasheet is at the motor shaft, in steady state, on a calibration rig. The accuracy at the tool tip on your machine is the catalogue figure plus the gearbox backlash, plus the coupling compliance, plus the structural deflection under load, plus the thermal drift. The mechanical chain almost always dominates.
- Using a servo on a fundamentally inertial application. A long conveyor with kilometres of belt and tens of tonnes of load is an inertial system, not a positioning system. The servo's bandwidth is wasted because the mechanical time constants are seconds, not milliseconds. Use a VFD and save the budget.
- Using a VFD-with-encoder on a flying shear. No. The cycle rate, the cut accuracy under variable web speed, and the recovery from cut-engagement torque all push into servo territory. The application will frustrate everyone for the life of the machine if you specify the wrong drive class.
- Forgetting the safe torque off (STO) function. Both servo drives and modern VFDs support STO as a SIL 3 / PL e function for safe stop and safe direction. Wiring STO correctly is the cheapest functional safety win on any motion panel — do not leave it disconnected just because the application does not currently need it.
- Skipping the inertia tuning. Servo systems tune around a known load:motor inertia ratio. Get the ratio wrong by a factor of three and the autotune produces gains that are unstable under load. Measure the load inertia properly — either calculate from CAD or do a coast-down test — before you accept the autotune output.
How to test the trade-off in the simulator
Drop both architectures into the simulator side by side. On the servo side, configure a CompactLogix 5380 with a Kinetix-equivalent motion-axis card and a virtual servo motor. On the VFD-with-encoder side, configure the same CPU with a PowerFlex-equivalent drive and a virtual induction motor with an encoder. Wire each up to a simple positioning task — move a virtual table to absolute position, then to another, then back, on a 1-second cycle. Time the settling. Now add a step load disturbance halfway through each move and watch the position error trace.
The servo recovers in single-digit milliseconds with a settling band of microns. The VFD-with-encoder recovers in tens of milliseconds with a settling band of millimetres. That is the bandwidth gap, made visible. Twenty minutes of this teaches more about drive selection than reading any datasheet. The simulator is built so you can swap drive types without buying anything.
Start the free tier →Vendor reference
The reference documents for Rockwell motion are at Rockwell Automation Support — search for "Kinetix Motion Reference Manual" and "CIP Motion". The Siemens equivalents are at Siemens Industry Online Support — search for "SINAMICS S210" and "S7-1500T technology objects". The cross-vendor motion-language reference is PLCopen Motion Control, which both vendors implement (with extensions). For independent overviews, the Servomechanism Wikipedia article covers the control-theory background, and the VFD Wikipedia article covers the induction-motor side.
What we don't claim
This site is not SAQA-registered, not MerSETA-accredited, and not an NQF-registered qualification provider. We do not size your motors. We are not a registered motion-system integrator and we do not engineer machinery for production use. The simulator is a learning tool — practise the shape of motion code, the tuning trade-offs, and the differences in drive behaviour, in an environment where the cost of a mistake is zero. It does not replace a proper sizing calculation, a mechanical inertia analysis, a safe-stop assessment, or the OEM application engineer who knows the drive series. Pricing figures above are indicative SA list-price ballparks at time of writing — get a current quote from the local distributor before you commit to a topology.