for · South Africa
PLC Training for Millwrights — Fault-Finder's Route
PLC training for millwrights: why the dual-trade fault-finder learns PLCs fast, the scan-cycle shift in your thinking, and a conveyor-first exercise path.
06 / visual field notes
Visual guide
6 original technical diagrams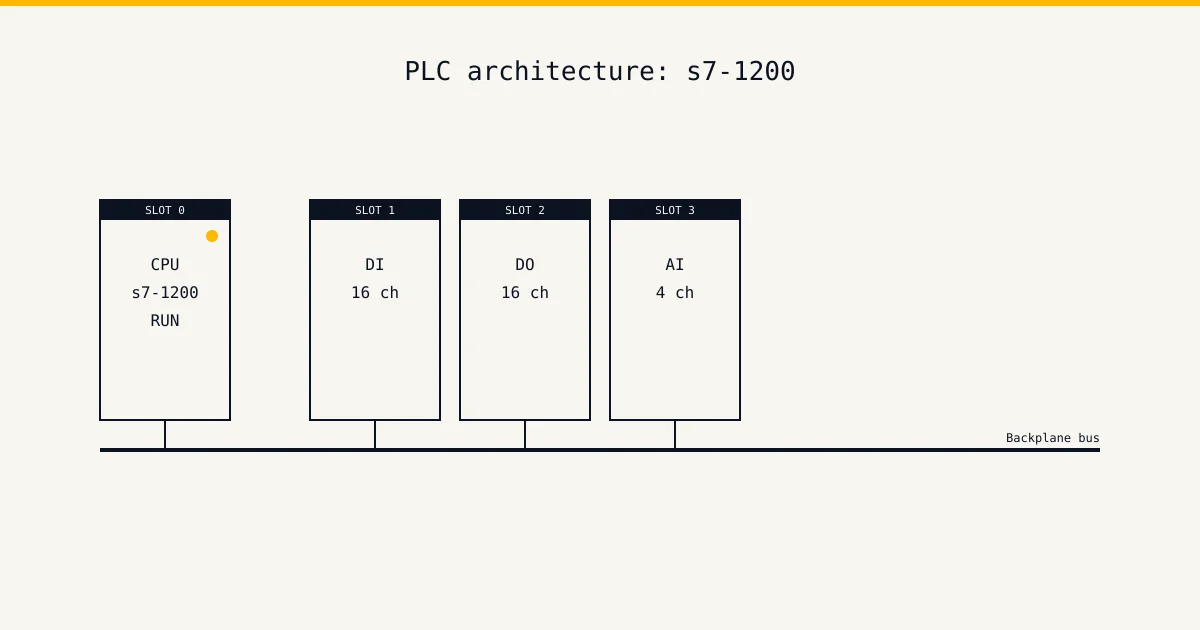
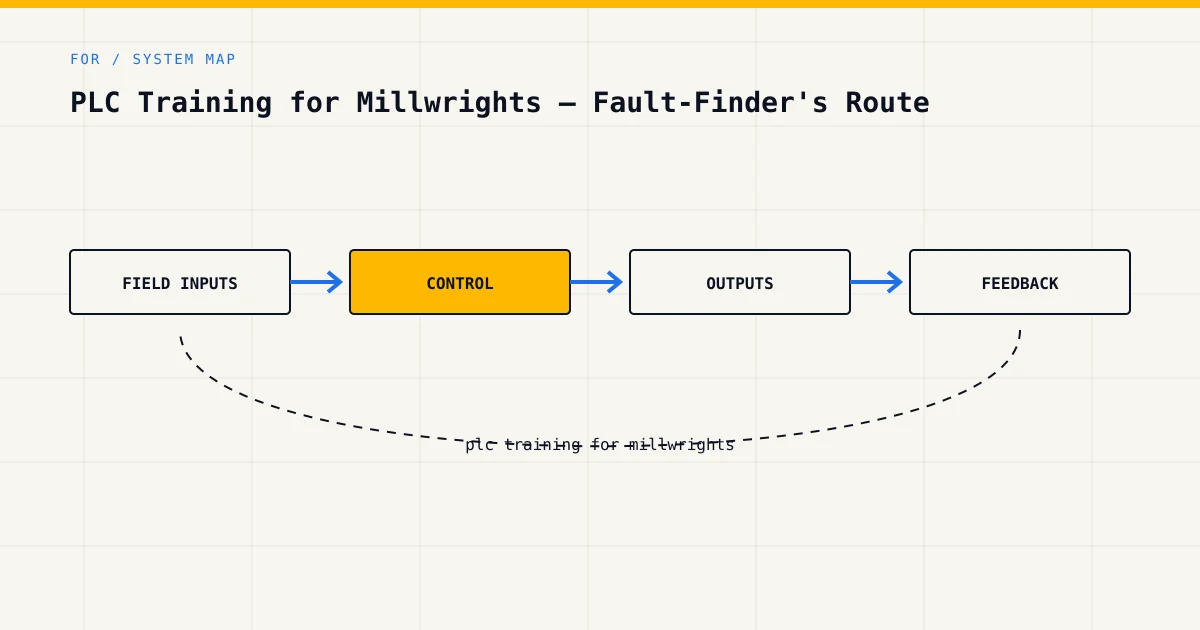
When the line stops, you're the one they call — because you're the one trade on site that doesn't care whether the fault is a sheared key, a tripped overload, or a proxy that's drifted out of range. You'll find it either way. That range is exactly why millwrights make unusually good PLC people, and it's also why the gap stings: the fault chain on a modern line runs gearbox, motor, contactor, IO card, program, and your authority currently ends one step short of the end. The artisan who can follow the fault into the program closes the loop. This page is about becoming that artisan.
Try the simulator free →What you already know that transfers
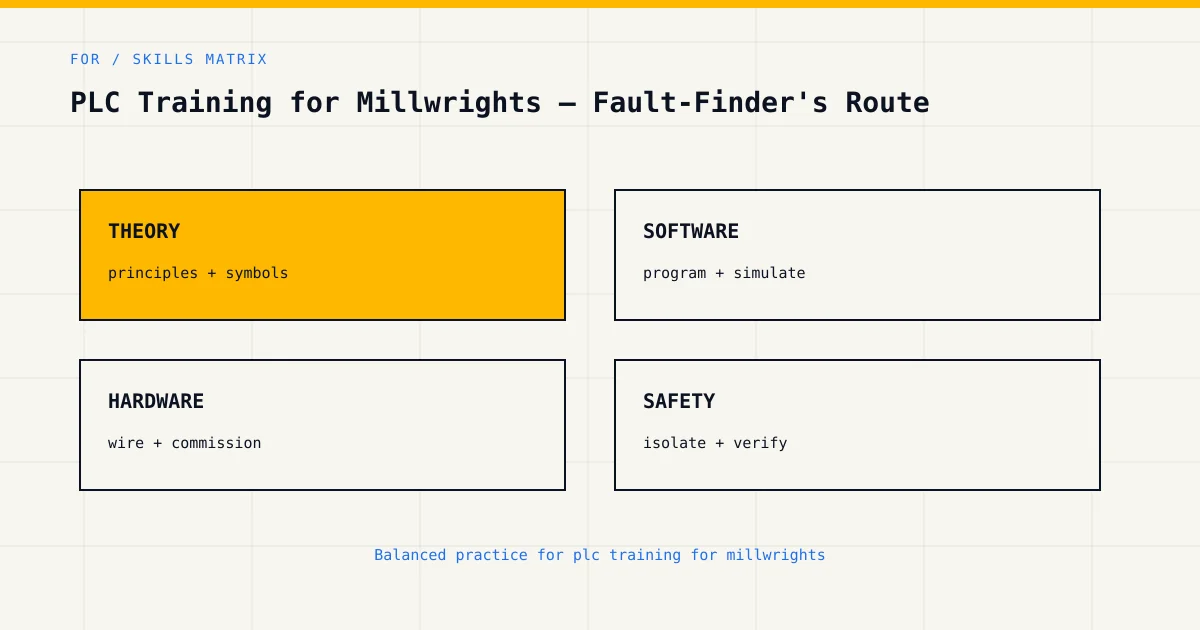
You already fault-find across two domains, which is the actual skill. PLC troubleshooting is not mostly programming. It's mostly diagnosis: forming a hypothesis, splitting the system in half, testing the half. You do this daily across mechanical and electrical boundaries: coupling or motor, motor or supply, supply or control circuit. Adding "control circuit or program" as one more boundary is a smaller step for you than the whole discipline is for someone starting cold. The method is yours already; only the last territory is new.
Conveyors and drives are your daily bread, and they're also the core of industrial PLC logic. Strip the exotic stuff away and the bulk of working plant code is conveyor interlocks, drive start permissives, sequence steps, and pump changeovers. You know what this equipment does physically: what a loaded belt start feels like, why the downstream conveyor must run before the upstream one releases, what happens to a screw conveyor that starts against a full trough. That physical knowledge is the hard-won half of writing correct interlock logic. People who learn PLCs from the software side have to be taught why the interlock exists. You have scars that explain it.
You can read the electrical side of the drawing set. Your trade test covered motor control circuits, and you've worked through enough panels to follow a control circuit from MCB to coil. As with electricians, that schematic literacy maps closely onto ladder logic. You won't start from zero on notation.
You know what the machine should be doing. This sounds soft. It isn't. The most dangerous person near a PLC is someone who understands the program but not the plant — they'll force an output to "test something" without knowing what the machine does when that valve opens. You're the opposite case: full knowledge of the iron, missing only the program. That's the safer half to be starting from, and the easier half to fix.
What's missing
Thinking in scan cycles instead of physical causality. Your mechanical instincts run on continuous cause and effect — torque is transmitted now, the lever moves now. A PLC doesn't work like that. It photographs its inputs, sweeps the logic top to bottom, then updates its outputs, over and over, every few milliseconds. Effects happen between sweeps, in program order, not in physical simultaneity. This is the one genuinely new mental model in your transition, and it's why a rung can look correct and still misbehave. Read the scan cycle, explained early — before the exercises get interesting — because it's the difference between debugging by understanding and debugging by superstition.
Structured fault-finding inside the program. You have a fault-finding method for the physical machine. There's an equivalent method for the program (cross-referencing a tag to every rung that writes it, walking the logic backwards from the dead output, checking what the program last saw versus what the field is doing now) and it has to be learned deliberately. Fault-finding workflows teaches the method, and it's the single most valuable page on this site for a maintenance artisan, in my opinion ahead of anything about writing code. Most millwrights will read ten programs for every one they write. Train for that ratio.
Force discipline. The force function lets you override an input or output from the software, and it is simultaneously the most useful diagnostic tool you'll gain and the fastest way to wreck a machine you've ever been handed. There's a discipline to it: what you may force, for how long, who knows about it, how it gets removed. Watchdog and force discipline covers it. Learn the discipline with the tool, not after the incident.
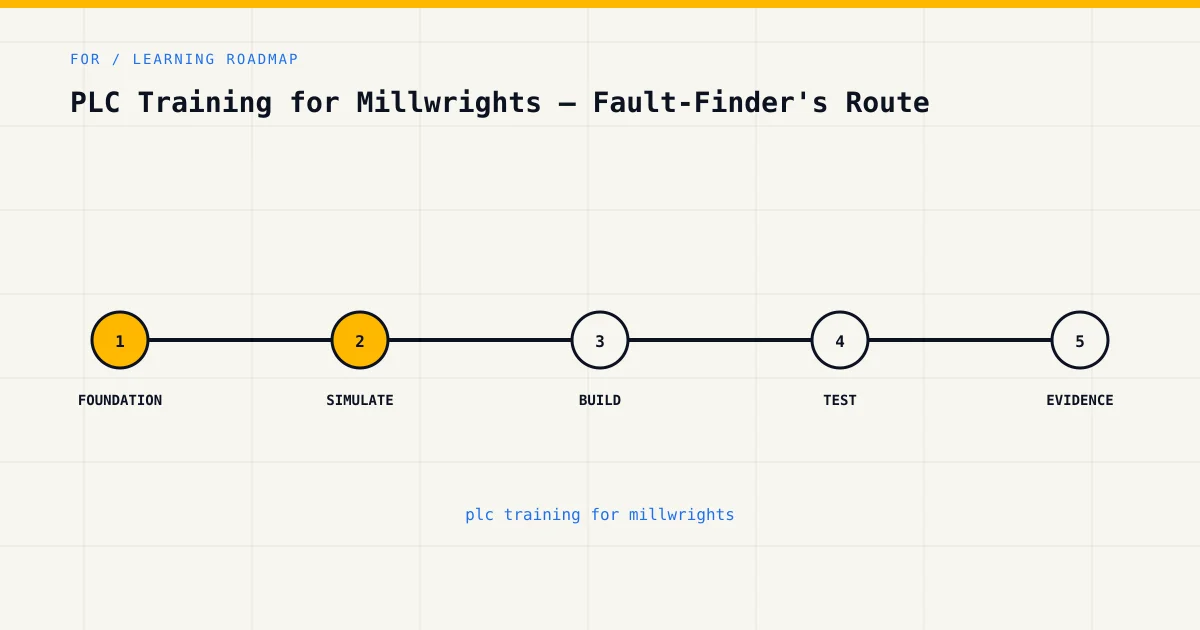
The path
Conveyor-first, because that's your equipment. Order matters less after step four, but do the first four in sequence.
- Ladder logic basics — your motor-control circuit knowledge carries you through this quickly. Keep the contacts and coils reference open in another tab.
- Conveyor start-stop with E-stop — your first graded exercise, on your own equipment class. The grader checks the E-stop behaviour properly: if your logic restarts the belt when the E-stop is reset without a fresh start command, you fail, exactly as you should.
- The scan cycle, explained — the mental-model chapter, placed here deliberately, after you've run a program and before the logic gets layered.
- Timers and counters with the TON/TOF/TP reference: staggered conveyor starts, run-on timers for cleanout, star-delta transition timing. Apply it in on-delay motor staging.
- Pump alternation — duty-standby cycling with runtime balancing. The logic pattern behind half the pump stations in the country, and a properly satisfying exercise to get right.
- Fault-finding workflows followed by the first-fault annunciator — this pair is the heart of the path for you. The annunciator exercise has you build logic that captures which fault tripped first when six trip at once. Any artisan who's stood in front of a panel full of red lights after a crash stop knows exactly why first-fault capture matters, and building it yourself teaches you more about fault logic than a week of theory.
- Watchdog and force discipline — before you ever touch a force on a real CPU.
That's six to ten weeks at a working artisan's pace. After it, you can read working plant code, follow a fault into the program, and hand the dayshift programmer a rung number instead of a shrug.
The SA qualification context
The Red Seal millwright trade test gives you the strongest hand of any trade for this move (examined on both mechanical and electrical work) and it includes essentially no PLC programming. That's no criticism of the trade, just the gap this page exists for. The NQF doesn't carry a stand-alone PLC qualification either, for millwrights or anyone else — we've unpacked what certificates do and don't mean at PLC certification in South Africa, and the honest summary is that controls hiring in SA tests skills live rather than reading framed paper.
For the millwright, PLC literacy usually pays off in one of two shapes. The first is staying in maintenance but moving up the call-out food chain: the artisan who can diagnose into the program becomes the senior hand on shift, the one shutdown planners ask for by name. The second is the full move into a controls technician role, which is the same path electricians take and which we've costed and timetabled at how to get hired as a PLC technician and upskilling from trade to control. The dual-trade background is an advantage on that path, not a detour.
And about shutdown season: the June and December shuts are when a maintenance millwright's year compresses into brutal fortnights, and they're also the best argument for browser-based practice. There is no hardware to set up, nothing rides on a training rack being available, and the quiet months between shuts are exactly long enough to get through the path above. Several exercises — pump alternation especially — will make the next shut's commissioning checks make more sense from the inside.
What it costs
The free tier covers the sandbox and the first six lessons, which gets you through the conveyor exercise. Basic at $12 a month (about R220) opens the full curriculum plus the wiring track. Pro at $29 adds sensor school — worth it for a millwright, since sensor faults are most of what stops a line — along with cert packs and the portfolio export. Tier details live on the pricing page, and the comparison against SA classroom course pricing is at PLC course prices in South Africa. For context: one vendor classroom day costs more than a year of Basic.
Common questions
I'm stronger on the mechanical side than the electrical side. Will I cope?
Yes, but budget extra time for the motor-control groundwork. If your electrical trade-test knowledge has gone rusty, spend an extra week on motor control before the exercises, and the rest of the path will hold. The diagnostic method you've built on the mechanical side — isolate, halve, test — is the part that can't be taught quickly, and you already have it.
Will PLC skills actually change what I earn?
In the SA market, yes, and the effect is measurable. Maintenance artisans who can fault-find into the program command a premium on both permanent packages and shutdown contract rates, and the full move to a controls technician role shifts you onto a different salary curve entirely. We've published the actual rand bands at PLC technician salaries in SA rather than waving at "more money" — go look at the numbers and decide if the hours are worth it to you.
Can I practise this on night shift?
The simulator runs in a browser, saves progress automatically, and doesn't care that it's 02:40 and the line is running sweetly for once. Quiet shifts are genuinely good study time, and a fifteen-minute session on one exercise beats a skipped week. Ask your shift super before you study on shift; most of the good ones will encourage it, because a program-literate artisan on nights makes their life easier.
The programmers guard the laptop jealously on our site. Why bother learning this?
Because the laptop politics change the moment you're useful with one. The artisan who says "the program's not seeing the slack-belt switch — input 9 stays off no matter what the belt does, I'd check the cable first" gets handed the laptop. The one who says "it's something in the program" waits for dayshift. You don't need write access to be the person who reads the program; that alone changes your standing on a breakdown. The standard reference if you want the deeper background is the IEC 61131-3 standard that all the major platforms implement — but honestly, the exercises will teach you faster than the standard will.
Start with the free tier →What we don't claim
We're not SAQA-registered, not MerSETA-accredited, and not an NQF-registered qualification provider — the simulator's completion records describe what you practised, not a national credential, and nothing here amends or extends your trade papers. We also won't pretend a simulator replaces time on real iron: it can't teach you what a failing bearing sounds like, and it doesn't try. What it does is build the program-side fluency your trade test never covered, with graded exercises that fail you for the same mistakes a real machine would punish. The career outcomes linked above are observed patterns among working artisans, not promises.